|
Trabajo
catalogado en |
Síntesis: Descripción y aplicaciones de gran
variedad de soldaduras. Realizado por: Maximiliano Weinbinder, Cesar
Acri, James Wright, E.E.T. Nro. 4 de Vicente López. Tamaño: 796 KB. Fecha de Publicación/Corrección: Diciembre de 2002. |
INTRODUCCION ![]()
En ingeniería, procedimiento por el cual dos o más piezas
de metal se unen por aplicación de calor, presión, o una combinación de ambos,
con o sin al aporte de otro metal, llamado metal de aportación, cuya
temperatura de fusión es inferior a la de las piezas que han de soldarse. La
mayor parte de procesos de soldadura se pueden separar en dos categorías:
soldadura por presión, que se realiza sin la aportación de otro material
mediante la aplicación de la presión suficiente y normalmente ayudada con
calor, y soldadura por fusión, realizada mediante la aplicación de calor a las
superficies, que se funden en la zona de contacto, con o sin aportación de otro
metal. En cuanto a la utilización de metal de aportación se distingue entre
soldadura ordinaria y soldadura autógena. Esta última se realiza sin añadir
ningún material. La soldadura ordinaria o de aleación se lleva a cabo añadiendo
un metal de aportación que se funde y adhiere a las piezas base, por lo que
realmente éstas no participan por fusión en la soldadura. Se distingue también
entre soldadura blanda y soldadura dura, según sea la temperatura de fusión del
metal de aportación empleado; la soldadura blanda utiliza metales de aportación
cuyo punto de fusión es inferior a los 450 ºC, y la dura metales con temperaturas
superiores.
Gracias al desarrollo de nuevas técnicas durante la
primera mitad del siglo XX, la soldadura sustituyó al atornillado y al
remachado en la construcción de muchas estructuras, como puentes, edificios y
barcos. Es una técnica fundamental en la industria del motor, en la
aeroespacial, en la fabricación de maquinaria y en la de cualquier producto
hecho con metales.
El
tipo de soldadura más adecuado para unir dos piezas de metal depende de las propiedades
físicas de los metales, de la utilización a la que está destinada la pieza y de
las instalaciones disponibles. Los procesos de soldadura se clasifican según
las fuentes de presión y calor utilizadas.
El procedimiento de soldadura por presión original es
el de soldadura de fragua, practicado durante siglos por herreros y artesanos.
Los metales se calientan en un horno y se unen a golpes de martillo. Esta
técnica se utiliza cada vez menos en la industria moderna.
Ahora
vamos a dar detalles sobre cada tipo de soldadura y sus características:
SOLDADURA
ORDINARIA O DE ALEACION ![]()
Método
utilizado para unir metales con aleaciones metálicas que se funden a
temperaturas relativamente bajas. Se suele diferenciar entre soldaduras duras y
blandas, según el punto de fusión y resistencia de la aleación utilizada. Los
metales de aportación de las soldaduras blandas son aleaciones de plomo y
estaño y, en ocasiones, pequeñas cantidades de bismuto. En las soldaduras duras
se emplean aleaciones de plata, cobre y cinc (soldadura de plata) o de cobre y
cinc (latonsoldadura).
Para unir dos piezas de metal con aleación, primero
hay que limpiar su superficie mecánicamente y recubrirla con una capa de
fundente, por lo general resina o bórax. Esta limpieza química ayuda a que las
piezas se unan con más fuerza, ya que elimina el óxido de los metales. A
continuación se calientan las superficies con un soldador o soplete, y cuando
alcanzan la temperatura de fusión del metal de aportación se aplica éste, que
corre libremente y se endurece cuando se enfría. En el proceso llamado de
resudación se aplica el metal de aportación a las piezas por separado, después
se colocan juntas y se calientan. En los procesos industriales se suelen
emplear hornos para calentar las piezas.
Estos
cuadros tienen las características de dos de las principales soldaduras de este
tipo:
|
SOLDADURA ESTAÑO
PLATA |
|||||||
|
ALEACION |
COMPOSICIÓN |
INTERVALO |
NORMA DIN |
DENSIDAD |
COND.ELECT |
|
|
|
|
Sn |
Ag |
de fusión (ºC) |
1707 |
gr./cc |
m/ |
|
|
Sn-Ag 35 |
96.5 |
3.5 |
221 |
--- |
7.3 |
7.5 |
|
|
Sn-Ag 60 |
94 |
6 |
221-240 |
L-SnAg5 |
7.3 |
8.1 |
|
|
SOLDADURA LATON –
BRONCE |
|||||||
|
ALEACION |
COMPOSICION % |
NORMAS |
APLICACIONES |
||||
|
Ag |
Cu |
Zn |
Otros |
DIN 8513 |
AFNOR |
||
|
LATON MS-60 |
- |
60 |
39.7 |
Si |
L-Cu Zn 40 |
60 C1 |
Para
soldar hierro, acero, cobre, aleaciones de cobre. |
|
LATON MS-59 |
- |
59 |
40.0 |
Si,Sn,Mn |
L-Cu Zn 39 Sn |
- |
|
|
LATON S-3 |
- |
57 |
39.6 |
3 Ni,Si |
- |
- |
Agrupa muchos
procedimientos de soldadura en los que tiene lugar una fusión entre los metales
a unir, con o sin la aportación de un metal, por lo general sin aplicar presión
y a temperaturas superiores a las que se trabaja en las soldaduras ordinarias.
Hay muchos procedimientos, entre los que destacan la soldadura por gas, la
soldadura por arco y la aluminotérmica. Otras más específicas son la soldadura
por haz de partículas, que se realiza en el vacío mediante un haz de electrones
o de iones, y la soldadura por haz luminoso, que suele emplear un rayo láser
como fuente de energía.
SOLDADURA
POR HAZ DE ELECTRONES
![]()
La característica principal de la soldadura por
haz de electrones (Electron Beam Weiding, EBW) que la distingue de otros
procesos de soldadura, es la posibilidad de concentrar una mayor cantidad de
energía en zonas más reducidas. Esta elevada densidad de energía se consigue
mediante la concentración de un haz de electrones de alta velocidad, producido
por un cañón de electrones. El impacto de los electrones de alta velocidad
sobre la pieza incremento la temperatura en la zona de impacto. Esta elevada
temperatura puede ser utilizada como fuente de calor en distintas aplicaciones
(soldadura, fusión, tratamientos térmicos, etc.) El proceso se realiza en una
cámara de vacío para evitar la dispersión de los electrones en la atmósfera
normal.

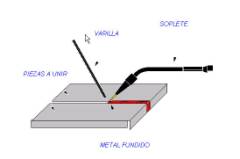
La soldadura por gas o
con soplete utiliza el calor de la combustión de un gas o una mezcla gaseosa,
que se aplica a las superficies de las piezas y a la varilla de metal de
aportación. Este sistema tiene la ventaja de ser portátil ya que no necesita
conectarse a la corriente eléctrica. Según la mezcla gaseosa utilizada se
distingue entre soldadura oxiacetilénica (oxígeno / acetileno) y oxhídrica
(oxígeno / hidrógeno), entre otras.
Generalidades del proceso y definición de
términos:
1.-
GAS: Estado de la materia, donde las moléculas se encuentran separadas unas de
otras a una distancia mayor que en un sólido o un liquido. Los gases tienen la
característica de ocupar el volumen del recipiente que los contiene
2.-
Combustible: Elemento o material que tiene la calidad de consumirse durante la
combustión. Los principales combustibles se presentan en los tres estados de la
materia. Ejemplos Líquidos: Gasolina, diesel, etc. Sólidos: Carbón, madera,
papel, etc. Y los gaseosos: Acetileno, propano, metano, butano, etc.
3.-
Comburente: Gas que aviva o acelera la combustión (reacción química) los
principales comburentes son: El aire formado por una mezcla de gases (
Nitrógeno 78%, Oxigeno 21% y el restante 1% de gases nobles argón, xenón,
criptón, radón y algunos otros). El segundo comburente es él oxigeno puro.

Los procedimientos de soldadura por arco son los más
utilizados, sobre todo para soldar acero, y requieren corriente eléctrica. Esta
corriente se utiliza para crear un arco eléctrico entre uno o varios electrodos
aplicados a la pieza, lo que genera el calor suficiente para fundir el metal y
crear la unión.
La
soldadura por arco tiene ciertas ventajas con respecto a
 otros métodos.
Es más rápida debido a la alta concentración
otros métodos.
Es más rápida debido a la alta concentración
de
calor que se genera y por lo tanto produce menos distor-
sión
en la unión. En algunos casos se utilizan electrodos fusi-
bles,
que son los metales de aportación, en forma de varillas
recubiertas
de fundente o desnudas; en otros casos se utiliza
un
electrodo refractario de volframio y el metal de aportación
se
añade aparte. Los procedimientos más importantes de sol-
dadura
por arco son con electrodo recubierto, con
protección
gaseosa y con fundente en polvo.
Soldadura por arco con electrodo recubierto: En este tipo de soldadura el electrodo metálico,
que es conductor de electricidad, está recubierto de fundente y conectado a la
fuente de corriente. El metal a soldar está conectado al otro borne de la
fuente eléctrica. Al tocar con la punta del electrodo la pieza de metal se
forma el arco eléctrico. El intenso calor del arco funde las dos partes a unir
y la punta del electrodo, que constituye el metal de aportación. Este
procedimiento, desarrollado a principios del siglo XX, se utiliza sobre todo
para soldar acero.
Soldadura
por arco con protección gaseosa: Es la que utiliza un gas para proteger la
fusión del aire de la atmósfera. Según la naturaleza del gas utilizado se distingue
entre soldadura MIG, si utiliza gas inerte, y soldadura MAG si utiliza un gas
activo. Los gases inertes utilizados como protección suelen ser argón y helio;
los gases activos suelen ser mezclas con dióxido de carbono. En ambos casos el
electrodo, una varilla desnuda o recubierta con fundente, se funde para
rellenar la unión.
Otro tipo de soldadura
con protección gaseosa es la soldadura TIG, que utiliza un gas inerte para
proteger los metales del oxígeno, como la MIG, pero se diferencia en que el electrodo
no es fusible; se utiliza una varilla refractaria de volframio. El metal de
aportación puede suministrarse acercando una varilla desnuda al electrodo.
Soldadura por arco con fundente en polvo: Este procedimiento, en vez de utilizar un gas o el
recubrimiento fundente del electrodo para proteger la unión del aire, usa un
baño de material fundente en polvo donde se sumergen las piezas a soldar. Se
pueden emplear varios electrodos de alambre desnudo y el polvo sobrante se
utiliza de nuevo, por lo que es un procedimiento muy eficaz.
Modelos
de Soldadoras:



MILLERMATIC 135 MILLERMATIC 175 MILLERMATIC PULSER
115V 60HZ 230V 60HZ 200(208)/230/240 60HZ 1
El calor necesario
para este tipo de soldadura se obtiene de una reacción química que
se basa en las propiedades reductivas del aluminio en presencia de óxido de
hierro, siendo esta de tipo Fe2O3 + 2Al à Al2O3
+ Fe. El metal líquido resultante
constituye el metal de aportación. Se emplea para soldar roturas y cortes en
piezas pesadas de hierro y acero, y es el método utilizado para soldar los
raíles o rieles de los trenes.
Agrupa todos los procesos
de soldadura en los que se aplica presión sin aportación de metales para
realizar la unión. Algunos métodos coinciden con los de fusión, como la
soldadura con gases por presión, donde se calientan las piezas con una llama,
pero difieren en que la unión se hace por presión y sin añadir ningún metal. El
procedimiento más utilizado es el de soldadura por resistencia; otros son la
soldadura por fragua (descrita más arriba), la soldadura por fricción y otros
métodos más recientes como la soldadura por ultrasonidos.
Se realiza por el
calentamiento que experimentan los metales debido a su resistencia al flujo de
una corriente eléctrica (efecto Joule). Los electrodos se aplican a los
extremos de las piezas, se colocan juntas a presión y se hace pasar por ellas
una fuerte corriente eléctrica durante un instante. La zona de unión de las dos
piezas, como es la que mayor resistencia eléctrica ofrece, se calienta y funde
los metales. Este procedimiento se utiliza mucho en la industria para la
fabricación de láminas y alambres de metal, y se adapta muy bien a la
automatización.

Nueva
generación de equipos para Micro-Soldadura en frió por resistencia. Su potente
fuente de descarga pulsada asegura una optima fusión. Trabaja con una variada
gama de materiales de aporte en laminas, alambres, lanas de acero y lana
comprimida. Provisto del microprocesador, es ideal para reparar pequeños daños
y rellenar poros de soldadura TIG, en forma segura y rápida en matrices y
moldes de plásticos, gomas, cristales y estampado.
La soldadura plasma es designada con corriente directa y polaridad
directa para soldar la mayoría de los metales menos el aluminio, ya que para
soldar este metal se emplea corriente directa con polaridad invertida.
El arco plasma de la soldadura plasma es infinitamente variable de
suave a rígido dependiendo de la cantidad de flujo de gas plasma. El arco suave
es usado para soldar por fusión y el arco rígido es empleado para obtener una
máxima penetración.
Las antorchas de soldaduras plasma han sido diseñadas de tal
manera que estás pueden efectuar soldaduras en filete a 90º, y en “T”, con un
exitoso resultado.
Funcionamiento del plasma:
En la antorcha del plasma, un gas frío fluye alrededor del electrodo (Zona A)
Una ionización parcial toma lugar conforme el arco caliente el gas (zona B).
Una columna de plasma deja la antorcha con el arco siguiendo el camino a través
del centro (zona C).
Al
forzar el gas plasma y el arco eléctrico a través de un pequeño orificio, la
antorcha lleva una gran cantidad del calentamiento a un área muy reducida. El arco
plasma está rígido y ligado al trabajo, por esto mejora la penetración al
soldar y previene la desviación e inestabilidad del arco.
Cuando la antorcha es encendida se establece un arco entre el
electrodo (-) y la boquilla (+), a este arco se le llama “Piloto”.
Este arco piloto tiene una resistencia en su circuito la cual
limita la corriente del arco mencionado y las fuerzas para transferir el arco
hasta la pieza de trabajo.
En la figura se muestra la resistencia y la fuente de alta
frecuencia que el arco piloto requiere para hacer transferir éste a la pieza de
trabajo. También se muestra la dirección que el gas plasma sigue a través de la
antorcha; hay que tomar en cuenta que, sin necesidad del gas protector, es
capaz de llevar a cabo la operación, pero el gas plasma se le protege con el
gas secundario para mejorar la ejecución de la operación y para obtener
diferentes ventajas como lo son: obtener una mayor temperatura, limpieza en la
soldadura, mejor acabado, etc.
El arco piloto sirve para que a través de él viaje la corriente de
soldadura, este arco produce una fuente de luz que facilita al ordenador ver la
posición de la antorcha antes de iniciar la soldadura cuando éste tenga la
careta puesta.
El arco piloto puede estar encendido sin que esté viajando la
corriente de soldadura, ya que para que ésta viaje sea necesario accionar un
interruptor.
El argón es el gas que se usa normalmente como gas plasma y es el
indicado para soldar la mayoría de los metales. Aproximadamente se requiere un
flujo de ½ a 4 pies cúbicos por hora.
Angulo de penetración: El hacer uso del pasma tiene muchas ventajas las cuales se
mencionan a continuación:
- Esta eléctricamente aislado
de frente y en la parte posterior.
-El arco tiene un encendido automático debido a la alta frecuencia.
- Se puede usar con todas las consolas y sistemas de soldadura.
Debido a que se permiten
tener una distancia mayor entre la antorcha y el trabajo, se tiene las
siguientes características:
- La iniciación del arco es más exacta.
- Se requiere menor habilidad en el operador.
- Hay menores variaciones que tienen pequeños efectos en el cordón de
soldadura, o en la concentración del calentamiento en la pieza de trabajo.
Gases plasma y gases protectores: En lo que se refiere a gases protectores, también el más
utilizado es el Argón, aunque también se puede utilizar una mezcla de Argón e
Hidrógeno la cual debe tener el porcentaje de un 95% de Argón y un 5% de
Hidrógeno el cual se emplea en la protección de Argón para obtener más calor.
El helio es otro de los gases que se emplea como protector, este
gas se utiliza para soldaduras de aluminio primordialmente, si se desea, el
Helio puede ser sustituido por una mezcla de Argón con Helio.
Modelos de soldadoras:



SPECTRUM THUNDER SPECTRUM 375 CUTMATE SPECTRUM
701
SOLDADURA SUB ACUATICA ![]()
La
calidad deficiente de estas soldaduras se debe al problema de la transferencia
de calor, la visibilidad del soldador y la presencia de hidrógeno en la
atmósfera del arco. Cuando el metal base y la zona del arco están completamente
rodeados de agua, no hay en la unión acumulación de calor y aumento de la
temperatura del metal base. La alta temperatura, se reduce la calidad del metal
de soldadura. La zona del arco está compuesta por una alta concentración de
vapor de agua. La atmósfera del arco, de hidrógeno y oxígeno del vapor de agua,
queda absorbida en el metal fundido de la soldadura y contribuye a la porosidad
y a la fractura por hidrogeno.
Además, las soldaduras que trabajan bajo el agua están limitados
en su capacidad para ver manipular el arco de soldar. Bajo condiciones ideales,
las soldaduras producidas, en ambientes húmedos con electrodos cubiertos, son
marginales. Pueden usarse durante cortos periodos, pero se deben sustituir con
soldaduras de buena calidad tan rápidamente como sea posible. Los adelantos en
los electrodos para soldar bajo el agua están mejorando la calidad de las
soldaduras en ambiente húmedo. Se han hecho esfuerzos para producir una burbuja
de gas dentro de la que se pueda hacer la soldadura. Esta técnica no ha podido
asegurar soldaduras de buena calidad con electrodos cubiertos en ambiente
húmedo.
La
fuente de poder siempre debe ser una máquina de corriente directa, con una
capacidad de 300 o 400 A menudo se usan máquinas de soldar de motor generador
para trabajos bajo el agua y en ambiente húmedo. Se debe conectar el bastidor o
tierra de la máquina de soldar con el barco. El circuito de soldadura debe
incluir un interruptor de positivo, generalmente un interruptor de cuchillas,
que se maneja desde la superficie bajo el mando del buzón-soldador. El
interruptor de cuchillas en el circuito del electrodo debe ser capaz de cortar
la totalidad de la corriente del soldar. Se necesita por razones de seguridad.
La corriente de soldar debe conectarse al porta electrodo sólo cuando el
soldador esté soldando. Se usa corriente directa con electrodos negativos
(polaridad directa). Se emplean porta electrodos para soldar bajo el agua tiene
cavidad para dos tamaños de electrodos, generalmente de 4.8mm (3/16"). Los
tipos de electrodos que normalmente se usan cumplen con la clasificación AWS
E6012, y deben ser impermeables.
Esto se hace envolviendo con cinta impermeable o sumergiéndolos en
una mezcla de silicón de sodio u otro material impermeable. Hay a la venta
electrodos para soldar bajo el agua.
El
conductor para soldar y la tierra deben ser por lo menos cables 2/0, y el
aislamiento debe ser perfecto. Si la longitud total del cable rebasa los 100m,
deben colocarse dos en paralelo. Con los conductores en paralelo hasta el porta
electrodo, el último metro puede ser de cable sencillo. Todas las conexiones
deben estar aisladas cuidadosamente para que el agua no pueda llegar a hacer
contacto con las paredes metálicas. Si se fuga el aislamiento, el agua de mar
hará corriente con el metal conductor y parte de la corriente se fugará y no
estará disponible en el arco. Además, habrá un rápido deterioro del cable de
cobre en la fuga. El cable de tierra debe conectarse a la pieza de trabajo que
se vaya a soldar a una distancia menor de 1m del punto donde se suelda; este
soplete está completamente aislado y usa abrazadera para sujetar el electrodo.
Incluye una válvula de oxígeno y las conexiones para fijar el cable de soldar y
una manguera de oxígeno. Está equipado para manejar electrodo tubular hasta de
7.9mm ( 5/16") en este proceso se inicia el arco del modo normal y él
oxigeno se alimenta a través del agujero central del electrodo para dar la
sección de corte. Se emplean las mimas conexiones eléctricas que ya se
mencionaron.
El manual técnico de la Marina Norteamericana "Underwater
Cuting an Welding" proporciona información completa sobre el corte y la
soldadura bajo el agua con electrodos cubiertos.
La
necesidad de producir soldaduras de producir soldaduras de alta calidad bajo el
agua ha ido en aumento a medida que el petróleo y gas se encuentran en aguas
profundas. La mayoría de la exploración en alta mar, la perforación y la
producción sé hacia hasta hace poco en aguas que tenían una profundidad de 10 a
16 metros. Cuando hay que reparar una tubería, se levanta a la superficie, se
repara y se baja de nuevo hasta el fondo del océano. La exploración, la
perforación y la producción se están traslapando a aguas más profundas, hasta
los 300m. Se deben hacer modificaciones y trabajar en el fondo del océano. Se
dañan más tuberías (Submarinas en el fondo) y hay la necesidad de hacer
conexiones en las tuberías submarinas en el fondo del océano. Las reparaciones
y las conexiones deben tener soldaduras de alta calidad para evitar la
posibilidad de fugas o de que se vierta el petróleo. Actualmente este tipo de
trabajos se lleva a cabo a profundidades de 61 a 182m.
Problemas
técnicos: Al
incrementar la profundidad de operación de los efectos de la presión en los
procesos de unión son de gran importancia.
Un
arco de soldadura es una descarga eléctrica sostenida a alta temperatura, una
columna de conductividad eléctrica que es producido por una corriente relativa
y bajo voltaje.
Al
aumentar la profundidad la presión hidrostática aumenta entonces se requiere de
un mayor voltaje para mantener la longitud del arco constante.
PROCESOS
DE ARCO: Estos incluyen procesos como SMAW, GTAW, GMA, arco sumergido, arco de
plasma, etc.
SOLDADURA
DE TRAVESAÑO: El operador simplemente jala el travesaño a la pistola, se
presiona contra la pieza de trabajo y se jala el gatillo.



Enciclopedia Encarta 2000
Www.sufetra.es/soldadura/soldadura.htm
Www.marbella-parapente.com/fabrica.htm
Www.impexa.com.ar/novapax00.html
www.stonek.com/locacionesyprensa.htm
